В какие времена живем! Все есть, были бы деньги! «Черный верх, белый низ — есть, белый верх, черный низ — тоже есть». Даже противно. Но все же порой чего-то не хватает, иногда — времени, иногда — мелочи какой-нибудь, а когда — и того и другого. Такое нередко случается и при ремонте двигателей зарубежного производства. Как быть в этом случае? Вот несколько практических рецептов.
Представьте себе такую ситуацию. Идет завершающая стадия ремонта двигателя, сборка. Все предыдущие операции выполнены безукоризненно, работа ладится, и виден ее долгожданный финал: запуск двигателя, сдача автомобиля клиенту в оговоренные сроки, расплата, получка, ящик пива — себе, цветы — жене, мороженое — детям. И вдруг, увлекшись приятными мечтами, моторист на секунду забывает об осторожности и … БАЦ! … ломает, ну, например, … болт шатунной крышки. Досада, разочарование, вместо холодненького пивка — проблема. За одной проблемой, как это обычно бывает, тянутся другие: ничего подходящего для замены под рукой нет, в запчасти такая деталь не поставляется, а если и поставляется, то сроки — «мама дорогая», на разборках найти не удается. В общем — полный «пиндыр»: работа стоит, клиент (в зависимости от темперамента) — скулит, обещает пожаловаться в «высшие инстанции» или угрюмо «гнет пальцы». Кто не сталкивался с аналогичной ситуацией, тот не знает жизни.
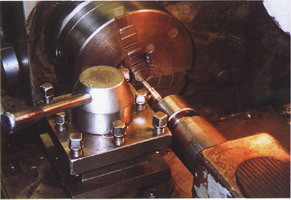
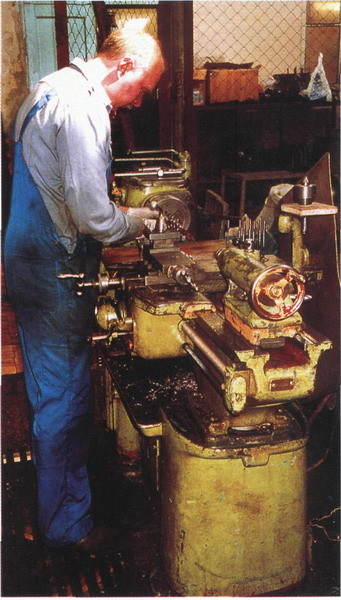
Однако выход из нее есть, особенно если в составе ремонтного предприятия или у соседей «поблизости» есть хотя бы примитивное оборудование для металлообработки, например, универсальный токарный станок и толковый токарь, конечно. Это позволит оперативно изготовить большое количество «мелочевки» из числа деталей двигателя. Причем абсолютно без ущерба для его работоспособности и ресурса. Надо лишь знать как и каждый раз учитывать ряд специфических особенностей. Если уж речь зашла о крепеже, с него и начнем.
Крепеж
Крепежные детали (болты и шпильки), применяемые в двигателях, по степени ответственности можно условно разделить на три категории. К первой категории относятся те самые шатунные болты, с одним из которых произошел виртуальный «облом» в начале разговора. К их прочностным свойствам предъявляются самые высокие требования. Вторая группа включает болты и шпильки, применяемые для крепления головки блока, шкивов и коренных крышек. Все остальные — достаточно «безответственные» и относятся к третьей категории.
Практика показывает, что, используя токарный станок, можно изготовить любой крепеж и он будет служить не хуже фирменного. Вопрос в том, что выбрать в качестве заготовки для «самоделки». Самый простой путь — воспользоваться запасами имеющихся в наличии «бэушных» болтов и шпилек. Такого добра всегда в избытке в любом автосервисе, занимающемся ремонтом двигателей.
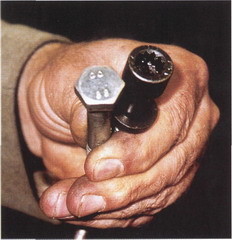
Прежде чем подбирать подходящую по размерам заготовку для вышедшего из строя крепежа, нужно определить класс его прочности. Обычно он обозначается цифрами: 8.8 или 10.8, иногда — 12.8 в порядке возрастания прочности и маркируется на головке болта. Естественно, в качестве заготовки выбирать нужно болт как минимум того же класса прочности, а еще лучше — классом выше. Дело в том, что резьбы в массовом производстве выполняются методом накатки (реже — шлифования). При такой технологии изготовления резьба дополнительно упрочняется вследствие нагартовки поверхностного слоя, чего не будет при ее нарезании резцом или плашкой.
При изготовлении самых ответственных крепежных элементов все же надежнее использовать легированные стали в прутках с последующей термообработкой деталей. Такой путь сложнее и дольше, но гарантия успеха — полная. Из материалов, которые можно без проблем приобрести на металлобазах, можно рекомендовать стали марок 20×2Н4МА или 18×2Н4ВА. Изготовленный из них и упрочненный термообработкой до HRC 36—40 шатунный болт будет заведомо прочнее любого болта, применяемого в массовом производстве. Это факт, проверенный практикой.
В случае использования самодельного крепежа существует еще одна тонкость. Его нельзя затягивать по технологии, предусматривающей предварительную затяжку с установленным усилием и последующим доворотом на определенный угол (на предел текучести). Для такого болта придется выбирать другие режимы, ориентируясь на диаметр резьбы. Например, для болта М8 максимальный момент может составлять 3—4 кг-м, М10 — 6—8кг-м, М12 -10—12 кг-м.
Токарный станок поможет не только для изготовления крепежа. Ему найдется немало применений при ремонте головки блока.
Головка
Ремонтируя ГБЦ импортных автомобилей последних лет выпуска, часто сталкиваются с такой ситуацией, что ряд запчастей не поставляется отдельно, а лишь в комплекте с новой головкой. К таким, например, относятся направляющие втулки клапанов. Понятно, что желающих купить новую головку найдется немного. Выход один — изготовить втулки самостоятельно. Проверено, что это можно сделать практически для любой автомобильной техники.
Воспроизвести геометрию втулки труда не представляет. Основной вопрос при их изготовлении — выбор материала. В качестве такового используют бронзы определенных марок, поскольку далеко не все из них подходят для этой цели. Ошибка при выборе материала может привести к тому, что уже через 5—10 тыс. км пробега втулки износятся, и станут хуже, чем были до ремонта.
Лучшим вариантом для изготовления направляющих втулок являются бериллиевые бронзы. Топ-вариант — бронза марки БрБ2. Она работает практически без износа, в том числе и на форсированных, спортивных моторах. Ее единственный недостаток — высокая стоимость при покупке официальным путем. Добывая такую бронзу (официально или неофициально), имейте в виду, что существует опасность вместо нее получить нечто другое. Определить, тот ли это материал, который вам нужен, несложно. В течение нескольких дней свежий срез бериллиевой бронзы теряет характерную желтизну и приобретает сталистый оттенок.
Помимо БрБ2 для направляющих втулок можно использовать существенно более дешевую и доступную бронзу БрКМЦ. Это также проверенный и хорошо зарекомендовавший себя вариант. Кстати, этот сплав был специально разработан у нас в отечестве именно для подобных целей. Обе эти бронзы можно применять для втулок и впускных, и выпускных клапанов, которые, как известно, работают в разных температурных режимах и условиях смазки. Явных ограничений по ресурсу изготовленных из них деталей не наблюдалось.
Также неплохо работает на впуске и выпуске бронза марки БрОФ. Она лишь немногим уступает «лидерам». Для этих же целей испытывались такие сплавы, как БрОЦС 5—5-5 и БрОС. Первый неплохо проявил себя на выпускных клапанах, отказавшись работать на впускных. Второй оказался излишне мягким и был забракован.
Практикой установлено, что изготовленные из бронзы направляющие можно без каких-либо негативных последствий устанавливать взамен металлокерамических, которые широко применяются на двигателях американского и японского производства. По крайней мере, после пробега в 80—100 тыс. км никаких проблем с отремонтированными таким образом моторами не отмечалось.
Сам по себе процесс изготовления и установки втулок несложен. Главное — обеспечить соосность отверстия и наружной поверхности втулки и не ошибиться с наружным диаметром для создания необходимого натяга при запрессовке. Требуемый натяг — около 0,04—0,06 мм.
Самостоятельное изготовление направляющих втулок имеет еще одно немаловажное преимущество. На оригинальных втулках часто не бывает упорного буртика, обеспечивающего равную глубину их установки в теле головки. В этих случаях приходится прибегать к различного рода хитростям, чтобы выровнять втулки по уровню. Для упрощения задачи достаточно при их изготовлении предусмотреть на наружной поверхности небольшой (0,2—0,5мм) упорный буртик.
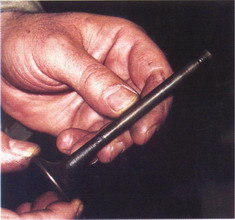
При восстановлении раритетных моторов сталкиваются с проблемой поиска клапанов. Впрочем, такая ситуация может возникнуть и при ремонте современного двигателя. Используя токарный станок, можно изготовить полноценную замену дефицитным или поврежденным клапанам. В качестве заготовки подбирают более длинный клапан с тарелкой такого же или большего размера. Работу можно существенно упростить, если он будет иметь стержень нужного диаметра. Для изготовления впускных клапанов, которые делаются из стали, используют впускные. Выпускные клапаны, для изготовления которых чаще применяются жаропрочные сплавы, точат, соответственно, из выпускных. При этом потребуются твердосплавные резцы.
Опытному токарю не составляет труда скопировать форму тарелки. Особое внимание нужно уделять конфигурации фасок и обеспечить их минимальное биение относительно стержня. Единственная сложность, которая возникает при изготовлении клапанов — термообработка торца стержня клапана после его отрезки в размер. Она выполняется методом ТВЧ-закалки до твердости более HRC 40. Другие способы термоупрочнения не проходят. Без термообработки можно обойтись в случае когда в приводе клапанов применяются гидрокомпенсаторы тепловых зазоров. В остальных необработанный торец быстро расклепывается, что вызывает изменение зазора и большие проблемы с извлечением клапана при последующем ремонте.
Существует опыт экстренного изготовления сухарей клапана взамен случайно утерянных при разборке головки. Для этого можно использовать тот же упрочненный болт. Из него вытачивают втулку требуемой конфигурации, которую затем разрезают на две половинки. Таким способом можно без труда изготовить сухарь, фиксирующийся на стрежне клапана в одиночной проточке. Необходимости в изготовлении сухарей европейского стандарта под тройную проточку, как правило, не возникает. Они унифицированы с отечественными изделиями и поэтому им легко можно подобрать замену. Так что токарный станок может застраховать и от «кривых» рук...
Блок
Иногда очень большие сложности могут возникнуть при износе втулки верхней головки шатуна. Она представляет собой стальную основу, покрытую слоем бронзы. Особенно это касается двигателей японских автомобилей для внутреннего рынка. Мало того, что при поиске таких деталей нужно знать, куда обратиться и правильно оформить заказ, срок его исполнения наверняка окажется намного более месяца. И в этом случае можно выйти из положения проще и быстрее. На настоящий момент сложилась такая практика. В отсутствие фирменной детали, втулку головки шатуна бензинового двигателя изготавливают из бронзы. Применяются практически те же (и с таким же успехом) марки сплавов, что и для направляющих втулок, за одним исключением. Бериллиевую бронзу использовать не рекомендуется. Под воздействием ударных нагрузок, свойственных условиям работы этой детали, материал может выкрашиваться. Поэтому предпочтение отдается более вязким бронзам.
Втулка без проблем изготавливается на токарном станке. Натяг по посадочной поверхности должен составлять величину 0,06—0,08 мм. Диаметр внутреннего отверстия обычно делают «в ноль». Устанавливать деталь лучше либо нагревая головку шатуна, либо охлаждая втулку. Если во втулке предусмотрены отверстия для смазки, их лучше просверлить после запрессовки по ответным отверстиям шатуна. После этого уменьшившееся в результате запрессовки внутреннее отверстие хонингуют или обрабатывают разверткой. При выполнении этих условий проворот втулки будет исключен.
К сожалению, бронзовые втулки не годятся для ремонта дизельных двигателей. Нагрузки, возникающие в соединении палец-втулка в дизелях столь высоки, что они довольно быстро раздавливаются. Возникают запредельные зазоры, нарушаются условия смазки, все это сопровождается громкими стуками и приводит к предсказуемым печальным последствиям.
Часто при ремонте двигателя обнаруживается, что износились упорные поверхности коленчатого вала. Причем величина износа столь велика, что после обработки установка фирменных упорных полуколец, даже ремонтного размера (если таковые удалось найти), не исправляет ситуацию. В этом случае кольца требуемой толщины также изготавливают из бронзы на токарном станке. Если требуется, выступы для фиксации колец от проворачивания получают слесарной доработкой, благо колец немного. Из бронзы БрБ2 кольца получаются вечные и служат вплоть до естественной смерти мотора. Так же неплохо работает в этих условиях и сплав БрКМЦ.
Безусловно, этим перечень случаев, когда токарный станок может здорово выручить при ремонте двигателя, не исчерпывается. Эти — наиболее характерные. Они дают возможность понять, что, имея в наличии даже самый скромный универсальный станок, можно застраховать себя и от нелепой случайности, и от нередкого головотяпства, и от дефицита. И тогда не беда, если чего-то не хватает.
P. S. Авторы статьи надеются, что читатели разумно отнесутся к приведенной информации. Ее не следует воспринимать как призыв к отказу от использования фирменных запчастей и их повальной замене на «самодел». Указанные меры — не более чем способ выхода из критической ситуации.