«…Э-э, да у Вас детали были плохие. Видите, направляющие оказались из мягкого материала, да и клапана кривые — вот и износились. А мы тут ни причем…».
Знакомый разговор? Наверное, кое-кто из владельцев автомобилей уже попадал в подобную ситуацию. Да и недоумение работников автосервиса тоже как-то можно понять — вроде все делали правильно, так нет, поди ж ты…. Тем не менее, проблема быстрого износа и даже поломок деталей клапанного механизма после ремонта двигателя существует.
В прошлом нередко данная проблема решалась предельно просто — виновником объявлялись запчасти, за качество которых сервисы старались снять с себя всякую ответственность. И часто это получалось, или, как говорится, «прокатывало» — удрученный клиент покупал новые детали и заново платил за работу, ругая последними словами нечистых на руку торговцев, торгующих всякой дрянью, а также отечественный или импортный автопром, в зависимости от родословной своего автомобиля, ее, эту дрянь, производящий.
Нынче времена уже не те, люди становятся грамотнее — и технически, и юридически, и просто так второй раз за одно и тоже платить не заставишь. Хотя спору нет — некачественные запчасти еще встречаются, и отечественные, и импортные. И действительно, вызывают быстрые износы и поломки в двигателе после ремонта. Это, в самом деле, большая и больная проблема, и одновременно — тема для отдельного разговора. Но нас более всего интересует такой вопрос — а вдруг запчасти были нормальные, проверенные, а износ или поломка все равно случились? Скажете, не бывает? Еще как бывает! Более того, на деле это происходит значительно чаще, чем кажется на первый взгляд.
Герметичный — значит…
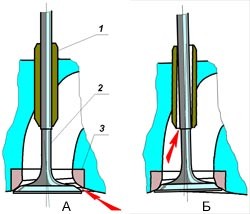
Чтобы понять суть проблемы, надо посмотреть, как работает отдельно взятый клапан. Как известно, главная задача любого клапана — надежно (читай — герметично) уплотнить полость цилиндра и камеры сгорания. То есть в закрытом положении не пропустить ни воздух, ни продукты сгорания топлива — ни в камеру, ни обратно.
Как решается такая техническая задача? Довольно просто — надо, чтобы уплотнительная фаска на тарелке клапана точно прилегала к седлу. По всей окружности и по определенной ширине. Тогда уж точно ни одна молекула не проскочит…
К слову сказать, точное прилегание клапана к седлу — это некая «палка о двух концах». На одном конце герметичность, а на другом охлаждение. То есть, когда горячая тарелка клапана (а нагревается она горячими газами до 700-800°С и даже более) садится в седло, имеющее температуру, близкую к температуре охлаждающей жидкости (100°С), она, естественно, охлаждается. И тем лучше и быстрее, чем плотнее посадка. Таким образом, получается, что герметичность и охлаждение тесно связаны друг с другом: герметичный клапан никогда не перегреется. Верно и обратное — клапан, работающий при своей нормальной рабочей температуре, герметичен. А иначе перегрелся бы…
Но все это, так сказать, присказка. Для обеспечения плотной посадки клапана в седле необходимо удовлетворить целому ряду условий, нарушение которых напрямую влечет целый «букет» неисправностей, начиная с негерметичности вплоть до прогара тарелки и даже разрушения клапана. Попробуем разобраться, что это за условия такие…
Как не перегреть клапан?
Посмотрим на клапан еще раз, повнимательней. Он имеет довольно длинный стержень, которым устанавливается в отверстие направляющей втулки. Хорошо, давайте поставим — что увидим? В отверстии втулки стержень ходит легко, но практически не болтается. Тем не менее, зазор там должен быть — в среднем около 0,03-0,04 мм. Иначе клапан при работе нагреется, его стержень вблизи тарелки несколько расширится и заклинит во втулке. Так что лучше пусть зазор будет чуть больше, чем меньше. Но не в этом суть.
Вот тарелка клапана точно садится в седло. А почему точно? Не требуется никакой специальной подготовки или «верхнего» образования, чтобы заметить простую вещь — рабочая фаска тарелки должна быть строго соосна стержню, точно так же, как рабочая фаска седла отверстию направляющей втулки. Иначе клапану просто не попасть в седло. Ни за что, ни за какие коврижки: застрянет где-нибудь посередине, и щель останется. Какая уж тут герметичность? А с охлаждением так вообще «труба» — в щель потекут горячие газы, быстро нагреют неприлегающую кромку. И все — конец нашему бедному клапану, расплавился, прогорел.
Действительно, для плотного прилегания деталей точность, с которой их изготавливают и ремонтируют, должна быть очень высокой. Потому что все суммарные отклонения формы (некруглость) и взаимного расположения их поверхностей (биение, несоосность), должны укладываться в половину рабочего зазора между этими деталями. То есть, в 0,02 мм. В две сотых доли миллиметра! Из которых, к примеру, одна «сотка» достанется клапану, а другая — седлу.
Много это или мало? Смеем заверить — очень мало. Ни на глаз увидеть, ни руками пощупать, ни на зуб попробовать — только измерить специальными приборами. А уж сделать и того труднее, для этого требуется специальное оборудование.
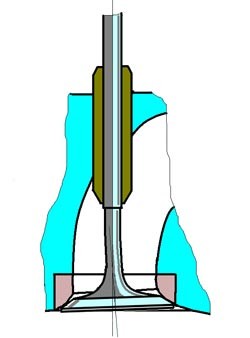
Высокой точности обработки рабочих поверхностей, тем не менее, не достаточно для долгой и счастливой работы клапанного механизма. Форма, или, как говорят специалисты, профиль прилегающих поверхностей тоже немаловажен. Мы бы даже сказали — чрезвычайно важен. Прилегание должно осуществляться по поверхности деталей определенного профиля, при этом фаска тарелки должна быть шире фаски седла, несколько выступая за ее края. Именно такая форма сопряжения гарантирует большой ресурс деталей.
Помимо этого, решающее значение имеет ширина фаски седла. Слишком широкая фаска приводит к ухудшению герметичности сопряжения. В самом деле, усилие пружины клапана действует на площадь контакта — создается определенное давление (его называют удельным) клапана на седло. Если площадь большая, то удельное давление низкое, и клапан плохо уплотняет седло. Напротив, если фаска на седле узкая, то в сопряжении возникает высокое удельное давление, способствующее хорошему уплотнению. Однако это тоже плохо — ускоряется износ фасок, падает ресурс деталей. Так что ширина фаски седла, а она всегда задается производителем автомобиля, является компромиссом между плотностью посадки и ресурсом. Недаром на гоночных двигателях находят применение даже седла с радиусным профилем без фасок — так надежнее уплотнение, которое там важнее ресурса.
Цена заблуждения
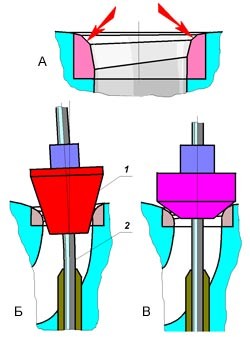
Интересно, что рабочие фаски седла и клапана в результате износа со временем теряют свой идеальный конический профиль: фаска клапана становится вогнутой, а седла — выпуклой. В этом хорошего мало — отдельные участки сопряжения приобретают существенно разное удельное давление, что отрицательно сказывается на плотности посадки деталей.
Поняв, как работает клапан с седлом и втулкой, нетрудно угадать последствия еще одного дефекта — когда по каким-либо причинам рабочая фаска на седле получается переменной ширины по окружности. Очевидно, после непродолжительной работы фаска седла вследствие разницы в удельных давлениях на нее начнет изнашиваться по окружности неравномерно и просто из круглой превратится в овальную, что быстро приведет к потере герметичности, перегреву и прогару клапана.
А теперь попробуем представить, что будет, если рабочая фаска седла, к примеру, несоосна с направляющей втулкой. Или фаска клапана — стержню. Тогда при посадке в седло клапан будет бить по краю седла, вызывая его быстрый односторонний износ и потерю герметичности. Но это не все — в этот момент стержень, стараясь уследить за движением тарелки, тоже будет перекашиваться во втулке, что резко ускорит износ втулки. Кстати, аналогичная ситуация возникает также и при переменной ширине рабочей фаски седла по окружности — неравномерный износ седла рано или поздно приведет к перекосу клапана во втулке и ее износу.
Вот откуда идут байки о разного рода «мягких» втулках, которые взяли и вдруг износились — сами по себе. А на самом деле втулки оказались «без вины виноваты» — их износ только следствие, хотя и у всех на виду. Причина же, перекосы осей рабочих поверхностей, скрыта и неочевидна. Более того, ее «голыми руками не возьмешь», нужны специальные приборы и точные измерения. А у кого есть, кто сможет сделать? Да и кому это нужно, если «виновник» установлен?
Тем не менее, очень быстрый результат всякого рода кривизны в клапанном механизме — это падение мощности, повышенный расход топлива, неравномерная работа двигателя на холостом ходу, повышенное содержание токсичных веществ в выхлопных газах, шумность, стуки, расход масла при весьма небольшом пробеге после ремонта. Понятно, что это связано с потерей компрессии, чего не сможет «победить» даже самая продвинутая электронная система управления двигателем, и большими зазорами клапанов во втулках, при которых масло уже не удержит даже самый эластичный маслосъемный колпачок.
А дальше хуже, если не сказать, совсем плохо. При такой кривой посадке стержень клапана каждый раз изгибается, как только садится в седло. Поэтому ни у кого не должно вызвать удивления, когда тарелка клапана «устанет» от такого издевательства над собой и в один прекрасный день «благополучно» оторвется от стержня, продемонстрировав сомневающимся, что такое усталость металла. Тогда им просто повезет, если это случится на небольших оборотах, иначе взрыв мотора прозвучит скорее похоронным маршем, нежели лебединой песней. Видимо, и в этом случае тоже были втулки «неправильные»?
Не все то золото…
Итак, надеемся, что уже никому не требуется объяснять важность и, в то же время, сложность качественного ремонта клапанного механизма головки блока цилиндров. А именно, достижения при ремонте строгой соосности всех рабочих поверхностей и придания им правильного профиля. Посмотрим, что для этого делается на практике.
Для ремонта седел наиболее распространен ручной инструмент, а именно, разного рода ручные фрезы и многорезцовые головки, как зарубежного производства, так и их не очень качественные копии отечественного происхождения. Работа с ними с виду проста: ставь во втулку направляющий стержень — пилот, надевай на пилот фрезу и крути сколько надо. Так работают сегодня в России многие гаражи и сервисы, большие и маленькие.
К сожалению, качество обработки седел таким инструментом при ближайшем рассмотрении не выдерживает никакой критики, несмотря на рекламные лозунги и уверения продавцов-распространителей и совершенно независимо от производителя этой, мягко говоря, продукции. В результате после обработки седло имеет полный «букет» дефектов, о которых мы уже говорили выше, но о которых многие даже не догадываются. Поэтому рассмотрим этот вопрос более подробно.
Первое, что необходимо отметить — это полное отсутствие жесткости в системе «приспособление-инструмент-деталь». Дело в том, что приспособление — пилот, устанавливаемый в направляющую втулку, не имеет крепления сверху и деформируется (изгибается) даже при легком нажатии на фрезу при обработке. Чем тверже седло, тем сильнее нажатие, и тем больше получается перекос седла относительно втулки. Особенно, если пилот тонкий или имеет цанговый зажим во втулке.
С помощью специального прибора мы не поленились провести прямые измерения биения обработанных таким инструментом седел относительно отверстий направляющих втулок после их замены на нескольких головках блока. И получили весьма печальный результат — биение седла оказалось очень нестабильным и лежало в пределах 0,08-0,15 мм, а в некоторых случаях и более! Причем даже последующая длительная притирка, которая приводила к заметному ухудшению профиля фасок седла и клапана, не могла полностью исправить положение — остаточное биение рабочих фасок составляло 0,04-0,08 мм! Естественно, что после такого «ремонта» разговаривать о ресурсе направляющих втулок и седел становится бессмысленно.
Нам могут возразить — работал не очень опытный специалист. Хорошо. Тогда вопрос — каким опытом должен обладать специалист, чтобы на глаз ловить «сотки»? Нет, пожалуй, здесь одного, даже золотого, глаза недостаточно — видимо, нужны еще специальные нюх, слух и ноготь. И обязательно золотой зуб, чтобы потом на него проверять то, что получилось. Интересно, где водятся такие спецы — пусть нам покажут.
Кстати, о притирке…. Необходимость ее выполнять самым тщательнейшим и глубоким образом в данном способе ремонта седел очевидна. А это иной раз просто фатально отражается на работоспособности и ресурсе клапанов и седел. И по причине деформации профиля сопрягаемых поверхностей, и вследствие внедрения абразива в седло. Это тема отдельного серьезного разговора, хотя об этом мы уже говорили не раз. Но, видимо, недостаточно.
Следующая проблема — в ширине рабочей фаски седла. Оказывается, получить ее постоянной практически невозможно по двум причинам: все фаски седла делаются раздельно, разным инструментом, а пилот изгибается тем сильнее, чем меньше угол фрезы. Последнее означает, что наиболее сильно пилот будет гнуться (читай — делать фаску еще более несоосной седлу) на примыкающей фаске 600 и особенно 750. А тогда о постоянной ширине рабочей фаски седла не может быть и речи — как и о нормальном ресурсе клапанного механизма. И еще более далекой становится задача выполнить рекомендации производителя по профилю седла.
Еще одна проблема — время. А оно, как известно, деньги. Раз нажимать на фрезу нельзя, надо затратить очень много времени, чтобы легонько, под собственным весом фрезы, крутить эту конструкцию. И хорошо, когда в головке блока мало седел, а за день сделать надо только одну такую головку. А если несколько, и многоклапанных?
Получается следующее — для ремонта седла таким инструментом необходимы материал седла как можно мягче, а стержень клапана как можно больше в диаметре, чтобы пилот имел побольше жесткости. Такое сочетание — материала седла и диаметра стержня, имели лишь некоторые старые двигатели, в большинстве своем, нижневальные и нижнеклапанные. Напротив, для современных многоклапанных моторов с тонкими стержнями клапанов — 5,5-6 мм, и спеченными или стальными седлами, о применении ручного инструмента лучше забыть. И убрать такой, с позволения сказать, «инструмент» от греха подальше — просто чтобы не портить чужие головки блока. А свои — тем более.
Некоторые иностранные фирмы предлагают ручной режущий инструмент не только для обработки седла, но и для фаски клапана. К сожалению, проблемы здесь те же: исправить биение фаски старого клапана практически невозможно, а вот добавить еще — пожалуйста. Вид поверхности получается, правда, красивый, но, к сожалению, «не все то золото, что блестит»…
Общий вывод очевиден — ремонт клапанного механизма с использованием ручного инструмента непрофессионален по своей сути, поскольку в некоторых случаях не только не улучшает, а значительно ухудшает плотность посадки клапана в седле по сравнению с тем, что было до ремонта. А о ресурсе деталей лучше вообще забыть — такую «работу» можно сдавать с гарантией «только до ворот». Потому что дальше уже маячат тень прогара и призрак обрыва клапана…
Каемся — когда-то и мы «баловались» подобным «инструментом». От неимения лучшего оборудования, а большей частью от неверного понимания проблемы. Потому что тоже считали, что направляющие втулки бывают «мягкие», а клапаны — из «ведерной» стали. Хорошо хоть, что до обрыва дело не доходило. И хотя несколько раз меняли изношенные втулки и прогоревшие клапаны по гарантии, все равно приносим извинения всем нашим бывшим заказчикам. Что было — то было…
Теперь настали другие времена, и качество работ, а не вал любой ценой, вышло на первый план. Это потребовало от нас пересмотра всей концепции ремонта клапанного механизма. Короче говоря, встал вопрос о применении инструмента и оборудования совершенно другого рода.
Раз — соосность, два — соосность…
На другом, противоположном от ручного инструмента, краю всей линейки возможных средств для обработки седел ГБЦ расположилось специализированное станочное оборудование. Его задачей как раз и стало то, что никогда не выйдет у ручных «крутилок» — точность обработки и производительность.
Сегодня специальные станки для обработки седел выпускают многие известные иностранные станкостроительные компании. Среди них итальянские AZ и Berco, датская AMC-Schou, французская SERDI, американские Rottler, Newen, Winona Van Norman, Sunnen, Storm Vulcan, Peterson и многие другие. Заметим, что в этот список нам, при всем нашем желании, так и не удалось занести ни одного из отечественных производителей станков — в производственных программах российских заводов подобных станков не оказалось вообще. То ли по причине отсутствия в свое время необходимости качественно ремонтировать отечественные моторы, то ли из-за невозможности обеспечить требуемую точность изготовления узлов такого станка (что выглядит несколько сомнительно). А может, еще по какой-нибудь неведомой причине высшего политического толка. Так или иначе, а пришлось довольствоваться только тем, что есть — многочисленными иностранными образцами.
Но прежде чем делать какой-либо анализ представленного на рынке оборудования, полезно рассмотреть кое-что из теории вопроса. Итак, есть задача — так обработать седло, чтобы его биение относительно отверстия направляющей втулки было минимальным, в идеале не более 0,01 мм. Как этого добиться технически, то есть, какова должна быть схема базирования инструмента? Да и вообще, что это за инструмент такой?
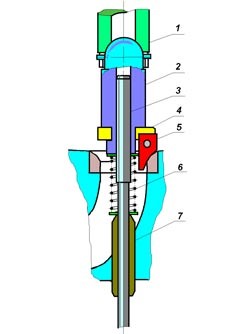
Все существующие станки имеют направляющий элемент — пилот, аналогичный тому, что используется и в ручном инструменте. Пилот представляет собой очень точно шлифованный направляющий стержень, входящий в направляющую втулку либо с очень малым зазором, либо плотно, без зазора. В первом случае пилот цилиндрический, жестко крепится на шпинделе станка и вращается вместе с ним, во втором — конический и ставится во втулку неподвижно.
Но пилоту в станке уже не требуется держать инструмент — это задача прочного и жесткого шпинделя, именно на нем и закреплен с помощью специального держателя инструмент, в качестве которого у большинства станков выступает резец из твердого сплава. Причем резец может быть как с одним углом (например, 300, 450 или 600), так и с тремя углами для формирования сразу всего профиля седла. А главное назначение пилота другое — точно выверить положение шпинделя перед обработкой. Другими словами, наличие пилота предполагает, что технологический процесс обработки седла разделяется на 2 части — стадию центрирования шпинделя и собственно стадию обработки седла. Пилот нужен прежде всего на стадии центрирования, когда положение шпинделя настраивается и регулируется так, чтобы его ось вращения точно совпала с осью отверстия в направляющей втулке. Затем, когда шпиндель точно настроен и прочно закреплен, пилот может выполнять вспомогательную роль (например, быть дополнительной опорой шпинделя), поскольку точность обработки определяется жесткостью всего станка — станины, стола, приспособления для крепления головки блока, самого шпинделя.
Но самая большая проблема всех станкостроителей при создании таких станков оказалась именно в центрировании! Действительно, как настроить станок и обеспечить абсолютно точно соосность шпинделя и направляющей втулки, если шпиндель станка должен еще иметь некие механизмы его привода — вращения, наклона, продольного и поперечного перемещения, иначе просто не попасть в нужную ось втулки у головки блока, закрепленной на столе станка. Ведь все это шпиндельное хозяйство весом не один десяток кило, а на конце тонкий пилот, к примеру, 5 мм, а то и 4 мм диаметром, который гнется даже пальцами! И он должен точно встать в отверстие втулки. Чуть что не так — и пилот изгибается, а об искомой соосности можно уже и не вспоминать.
А почему пилот может деформироваться при центрировании шпинделя? Причин много, но одна из главных — это трение, возникающее в подвижных элементах станка, регулирующих положение шпинделя на стадии центрирования. Что ж, посмотрим, какое решение этой проблемы нашли иностранные станкостроители, насколько хорошо идут дела в этом «королевстве»…
Если чуть-чуть не хватает…
Надо сказать, что многие производители кое-какое решение нашли давно, много лет назад. В определенной степени оно даже очевидно. Допустим, надо исключить (или значительно, во много раз, снизить) трение между двумя сопрягаемыми поверхностями. Для этого достаточно точно подогнать поверхности друг к другу и запустить между ними под давлением какую-нибудь жидкость, чтобы поверхности не соприкасались. Похожая схема, например, реализована в широко известных подшипниках скольжения.
Но жидкость, какая бы она ни была, имеет вязкость, поэтому совсем избавиться от трения не получится. Кроме того, применение жидкости сложно, поскольку требует насосов, фильтров и других гидравлических агрегатов и систем. Куда проще подавать в зазор… воздух от компрессора. Так в конструкциях «головочных» станков появилась воздушная подушка. И это определило внешний облик таких станков — весьма похожих друг на друга независимо от фирмы-производителя.
Первым встал на воздушную подушку весь рабочий узел станка вместе со шпинделем. Для этого верхняя часть станины станка была сделана плоской, как и ответная поверхность рабочего узла. Причем точность обработки этих деталей потребовалась очень высокая, иначе бы происходило соприкасание поверхностей и резкое снижение точности центрирования шпинделя. В результате тяжелый узел получил возможность по команде оператора свободно плавать в поперечном и продольном направлении от легкого нажатия рукой, для того чтобы на этапе центрирования можно было точно попасть в искомую ось направляющей втулки.
Однако этого «плавания» оказалось недостаточно для точного центрирования шпинделя. Дело в том, что закрепить на рабочем столе станка головку блока цилиндров так, чтобы оси отверстий всех втулок встали строго по вертикали, даже наклоняя ее во все стороны, невозможно. Хотя бы потому, что в головке блока вследствие допусков на изготовление втулки могут стоять чуть-чуть непараллельно. Но этого «чуть-чуть» будет достаточно, чтобы испортить всю работу. Стало ясно, что шпиндель должен иметь некий шарнир, обеспечивающий при центрировании хотя бы небольшой его наклон в 2-х плоскостях. И вот здесь «мнения» производителей разделились…
Подавляющее большинство фирм пошли по такому пути. Той части пилота, которая входит в отверстие направляющей втулки, была придана слабо коническая форма. Такая, чтобы пилот заклинивал и сидел во втулке неподвижно. На верхнюю, цилиндрическую, часть пилота с малым зазором устанавливались специальный держатель инструмента с резцом. Верхняя же часть держателя выполнялась с двумя выступами так, чтобы шпиндель мог вращать держатель на пилоте и, в то же время, иметь возможность небольшого перекоса оси относительно оси вращения держателя (и пилота).
Такое соединение держателя и шпинделя (его еще называют байонетным ROTTLER, BERCO, SUNNEN, AZ) в общих чертах аналогично карданному шарниру, который, как известно, неплохо работает только при небольших перекосах осей. Поэтому задача центрирования шпинделя таким способом полностью не решается. Пришлось пойти еще на одну «хитрость» — с помощью специального прибора, аналогичного обычному уровнемеру. Прибор вначале устанавливался на пилот, измеряя направление и величину его наклона от вертикали, после чего переносился на специальное место на шпинделе или рабочем узле станка. Далее оператор вручную регулировал наклон шпинделя, добиваясь тех же показаний прибора и обеспечивая тем самым параллельность осей пилота (и держателя) и шпинделя. После этой процедуры включалась воздушная подушка, шпиндель подводился и соединялся (центрировался) с держателем. Затем подача воздуха выключалась, рабочий узел фиксировался на станине, и выполнялась обработка седла.
Постепенно станки данной схемы (с некоторыми вариациями) в 70-80-х годах прошлого столетия довольно широко распространились по всему миру и даже заняли господствующее положение в крупных гаражах и специализированных мастерских. Их преимущество в точности и производительности по сравнению с ручным инструментом было неоспоримым, что дало возможность производителям этих машин успокоиться, сочтя их конструкцию удачной. Почить, так сказать, на лаврах — на целые десятилетия вперед. А что, конструкция отработана, исполнение, даже внешне, на пять с плюсом, покупатели довольны — чем не повод для гордости?
Все бы было хорошо и дальше, но грянули 90-е годы — началась эра многоклапанных конструкций головок блока цилиндров. И вскоре выяснилось, что так хорошо отработанная схема постепенно теряет все свои преимущества. Можно даже сказать, что король, в определенном смысле слова, незаметно остался голым…