Действительно, не каждый специализированный станок способен легко справиться с обработкой седел многоклапанных головок блока цилиндров. Даже несмотря на внушительный внешний вид, сверкающие детали и высокую цену. И на солидность фирмы-производителя тоже.
Кто не успел, тот опоздал.. В конце 90-х некоторые российские фирмы, специализирующиеся на ремонте моторных деталей, не разобравшись до конца в ситуации, тоже поспешили приобрести подобное оборудование. И, поддавшись на рекламу производителей и заверения продавцов, попробовали обрабатывать седла без последующей притирки. Но не тут то было — сразу пришлось столкнуться с претензиями заказчиков, почувствовавших ухудшение качества ремонта. Ничего не оставалось делать, как вернуть притирку на ее законное место и продолжать работать по старинке. Почему?
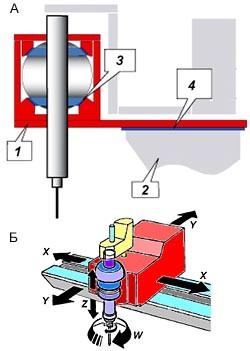
Ларчик открывается довольно просто — станки разработки 20-30-летней давности оказались не приспособлены точно обрабатывать седла многоклапанных головок блока, имеющих клапаны со стержнем малого диаметра. Чтобы это понять, достаточно посмотреть на схему центрирования, применяемого в этих станках, и представить, как это все работает.
Как мы уже говорили, в этой схеме пилот установлен во втулке неподвижно, а на него сверху надет держатель инструмента. Шарнир же, образуемый в соединении держателя со шпинделем, имеет некоторую свободу, необходимую для работоспособности схемы. То есть, фактически держатель на пилоте висит консольно, да еще испытывает некоторое усилие со стороны шпинделя при вращении. Если речь идет о моторе старой конструкции, у которого клапаны имеют достаточно толстый стержень, больших проблем нет. Но стоит только начать обрабатывать седла головок блока с тонкими клапанами, как пилот начинает изгибаться, и вся точность станка куда-то пропадает — фаски седла после обработки получаются уже несоосны отверстию направляющей втулки.
Чем не аналог ручных резцовых головок — у них тоже замечена подобная зависимость? Тем более что многие фирмы использовали в своих станках стальные пилоты, не отличающиеся высокой упругостью, в отличие от пилотов из твердого сплава. Но и это не все. При обработке современных головок блока проявляются и другие недостатки данной схемы, которые оставались в тени, пока речь шла о головках старых моторов. Например, вращение держателя на пилоте довольно быстро приводит к износу их сопряженных поверхностей, что также добавляет погрешности. В довершение всего, конический пилот тоже оказался не лучшим решением, и в направляющей втулке с отверстием малого диаметра не смог обеспечить правильного центрирования инструмента строго по оси втулки (реальный-то клапан не имеет конуса на стержне!).
Надо было срочно менять схему, а фактически, всю конструкцию станка. Но многие производители, бросив немало сил на борьбу с коварной несоосностью седла и втулки, так и не смогли полностью решить задачу точной обработки седел в многоклапанных ГБЦ. Лишь единицы справились с такой задачей, но какой ценой! Например, американская фирма NEWEN выпустила очень сложный головочный станок с двумя плоскими воздушными подушками и электронным управлением сферическим шарниром шпинделя с помощью сервомоторов (эта запатентованная фирмой система получила название Pantograph). Нет слов, отличная машина, точная, но ее цена такова, что оправдывает ее приобретение только для крупносерийного ремонта или производства головок блока в заводских условиях. И ничего достойного серьезного внимания у других, кто уже много лет выпускает с незначительными улучшениями все ту же морально устаревшую конструкцию. Почему?
Все очень просто. Оказалось, что "место под солнцем" уже занято. Схема базирования инструмента, которая могла бы прийти на смену традиционной, но, в отличие от последней, прекрасно справляться в современными головками блока, имеет эксклюзивного хозяина. Ее давно запатентовала и широко использует в конструкции своих станков французская фирма SERDI.
Соосность? Это просто…
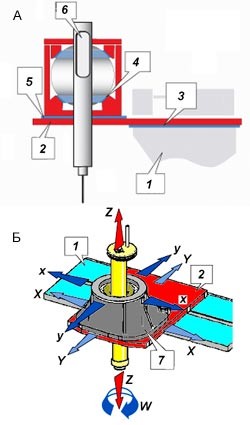
Первый патент, определивший на десятилетия вперед приоритеты в деле ремонта головок блока цилиндров, фирма SERDI получила еще в 1980 году. Смысл изобретения состоял в следующем. На станке устанавливается не одна, а две воздушные подушки. Первая — традиционная, позволяет свободно, без трения, плавать рабочему узлу со шпинделем на станине. А вот во второй заключена вся хитрость — она не плоская, а сферическая! При подаче в нее воздуха шар, выполненный за одно целое со шпинделем, чуть приподнимается, и шпиндель, какой бы он не был тяжелый, легко отклоняется на любой угол. И без малейшего трения!
Изменениям подверглась и вся конструкция пилота с резцедержателем. Пилот был сделан цилиндрическим, причем из твердого сплава, и жестко закреплен на держателе, который в свою очередь жестко, на конус, крепился к шпинделю. Никаких шарнирных соединений здесь, очевидно, уже не требовалось, поскольку шпиндель получил все необходимые для точного центрирования степени свободы — все стало жестко до предела. И еще. Пилот, приобретя цилиндрическую форму, стал точно моделировать стержень клапана в отверстии направляющей втулки, что только прибавило точности станку.
Еще одна деталь — резко упростилась работа оператора. Теперь для точного центрирования шпинделя не надо доставать каких-либо специальных приборов, а вполне достаточно лишь включить обе воздушные подушки и попасть с помощью ручной вертикальной подачи пилотом в направляющую втулку. После того, как шпиндель найдет свое положение (а это несколько секунд), подача воздуха в подушки выключается, и рабочий узел со шпинделем фиксируются гидравликой или тем же воздухом, но на прижатие, — и можно начинать обработку седла. Кстати, на станках SERDI использована и более прогрессивная конструкция резца — он сменный, целиком из твердого сплава, и закрепляется на специальном регулируемом резцедержателе винтом, а не напаивается на резцедержатель, как у некоторых других производителей. С некоторых пор эта конструкция резца стала стандартной для многих фирм.
Вылет резца на станках SERDI регулируется с помощью простейшего приспособления, в которое вначале устанавливается клапан обрабатываемого седла, а затем по его фаске выставляется специальная линейка. Далее клапан снимается, и приспособление устанавливается на пилот, предварительно вставленный в держатель инструмента. Остается только отрегулировать положение резцедержателя регулировочным болтом и зафиксировать стопорными винтами. Далее, установив держатель инструмента в шпиндель, можно начинать работу. После которой следует проверить ее качество вакуумтестером — у большинства станков SERDI эти приборы являются встроенными.
В общем, вся конструкция получилась настолько простой и удачной, что станки, выполненные по этой схеме, успешно выпускаются до сих пор с минимальными изменениями. Мало того, они оказались отличными долгожителями — один из первых станков SERDI 60 выпуска начала 80-х годов до сих пор работает в одной из московских фирм, а станок SERDI 100 в возрасте 20 лет — в Омске.
Однако, несмотря на такие достижения, все это время фирма не стояла на месте. Стремление еще более повысить точность центрирования инструмента, что особенно важно для многоклапанных малолитражных двигателей с диаметром стержня клапана до 4 мм, привело инженеров фирмы в 1996 году к новой разработке — тройной воздушной подушке, также защищенной патентом.
Точность? Пожалуйста…
Суть схемы с тройной воздушной подушкой в следующем. Рабочий узел станка, как и прежде, установлен на станине на воздушной подушке. Ее задача — обеспечить предварительное центрирование шпинделя относительно направляющей втулки, после чего рабочий узел жестко фиксируется на станине. А далее включаются две воздушные подушки шпинделя — малая плоская и сферическая, уже для точного и окончательного центрирования.
Зачем так было сделано, понятно — рабочий узел, обладая большим весом, мешает точному центрированию шпинделя. Поэтому, чтобы получить максимальную точность, необходимо шпиндель сделать как можно легче. Решение проблемы было найдено: вместо традиционной ременной передачи от двигателя к шпинделю со шкивами и прочими элементами на современных станках SERDI применяется так называемый встроенный шпиндельный двигатель, а многие детали шпинделя выполнены из алюминиевых сплавов. Все это имеет принципиальное значение для точности, поскольку отсутствует какое-либо внешнее воздействие со стороны элементов привода на шпиндель, который получается предельно легким и компактным.
Результат не заставил себя ждать — окончательное центрирование легкого шпинделя на двух воздушных подушках занимает считанные секунды, но получается настолько точным, что седло после обработки имеет биение относительно направляющей втулки не более 0,01 мм. В чем мы смогли убедиться сами, измерив это биение специальным прибором. Такая непревзойденная на сегодняшний день точность сохраняется даже для самых тонких пилотов 4 мм в диаметре, используемых для ремонта головок двигателей мотоциклов. Ну и, конечно, производительность — обработка седел на обычной 8-клапанной головке блока цилиндров двигателя ВАЗ со всеми настройками занимает не более 15 минут, причем точность заметно превышает заводскую (по нашим измерениям, биение седла у новых головок ВАЗ лежит в пределах 0,02-0,04 мм).
Сегодня гамма головочного оборудования фирмы SERDI очень велика — от станков для ремонта головок грузовых автомобилей с двойной воздушной подушкой (при большом диаметре стержня клапана тройная подушка не добавляет точности) до станков с тройной подушкой для ремонта головок блока цилиндров легких грузовиков, легковых автомобилей и мотоциклов. Среди последних — SERDI 3.5.
Есть в программе фирмы и наиболее мощные универсальные станки, охватывающие весь возможный диапазон существующих головок блока двигателей — от мотоциклетных до стационарных и судовых - станок SERDI 4.5. Его возможности просто неограничены — диапазон обрабатываемых седел охватывает диаметры от 14 до 120 мм! Ну, а самые серьезные машины — с числовым программным управлением, в частности, такие, как SERDI Stronik, способны обрабатывать все седла головки блока без промежуточной перенастройки, причем профиль седла задает не резец, а специальная программа.
Есть у SERDI и другие станки, необходимые для ремонта головок блока цилиндров. Так, в паре с головочными машинами отлично работает шлифовальный станок SG330, который благодаря патентованной пневматической системе зажима клапана обеспечивает биение фаски клапана после обработки всего 0,005 мм.
Уникальные характеристики станков SERDI давно замечены многими производителями двигателей и профессионалами-ремонтниками. Эти станки ныне работают по всему миру, причем не только на известных автомобильных производствах, включая такие марки как BMW, CATERPILLAR, DAF, FORD, GENERAL MOTORS, LAMBORGINI, DAIMLER-CHRYSLER, PEUGEOT-CITROEN, PORSCHE, RENAULT, ROVER, DETROIT DIESEL, HARLEY DAVIDSON, FERRARI и другие. Эти станки можно увидеть в гоночных командах, включая «конюшни» Формулы-1, тюнинговых фирмах, ремонтных мастерских и автосервисах всех стран мира. Оборудование SERDI рекомендовано для ремонта двигателей и фирмами MAHLE и KOLBENSCHMIDT — известными производителями деталей моторной группы. Интересен и такой факт: некоторые фирмы, продвигающие, и довольно успешно, оборудование других производителей, сами предпочитают, когда дело касается головок блока цилиндров, работать именно на станках SERDI. Естественно, не афишируя их наличие в своих цехах.
Конечно, прецизионный станок — вещь недешевая. И приобрести его под силу не каждой мастерской. Поэтому, учитывая опыт создания больших станков, на фирме SERDI пошли навстречу небольшим ремонтным мастерским и сделали совсем недорогой станок с ручным приводом SERDI Micro. При ближайшем рассмотрении — по такой же схеме базирования инструмента, что и полноразмерный станок с тройной воздушной подушкой.
Мал, да удал
Станок SERDI Micro снабжен специальной станиной UNICLAMP, с помощью которой он ставится на верстак. Станина имеет плоский кронштейн, который одновременно позволяет прижать головку к станине и установить на него рабочий узел станка. Такая конструкция позволяет легко ориентировать рабочий узел на любых ГБЦ независимо от параллельности их плоскостей и угловых наклонов клапанов.
А вот интересная особенность — в станке используется такие же твердосплавные мультиугловые резцы, резцедержатели, и пилоты, что и в полноразмерных станках SERDI. И вакуумтестер — без него вообще невозможно оценить качество обработки седел. Но самое главное — это система центрирования шпинделя. Она представляет собой полный механический аналог тройной воздушной подушки полноразмерного станка. Так, для предварительного центрирования шпинделя служит пластина рабочего узла с регулируемым поперечным углом наклона. Эта пластина имеет возможность передвижения по кронштейну станины, чем и смоделировано действие воздушной подушки рабочего устройства больших станков SERDI. При этом регулирование поперечного угла наклона — это аналог устройства поперечного наклона головки блока цилиндров на столе большого станка.
Как и на большом станке SERDI, после стадии предварительного центрирования, когда пилот уже находится в отверстии направляющей втулки, на портативном станке тоже вступают в действие малая плоская и сферическая подушки, только механические. Эти устройства объединены в один общий узел оригинальной конструкции, который позволяет не только сцентрировать, но и практически «намертво» зафиксировать положение шпинделя простым поворотом соответствующего колеса на рабочем узле. Без каких либо усилий, способных сдвинуть шпиндель в процессе фиксации и нарушить его положение. Остается только поставить сверху на шпиндель рукоятку, и, подведя резец к седлу с помощью специального лимба, начать обработку.
Проверка точности обработки седла на портативном станке показала, что биение седла относительно направляющей втулки после обработки у SERDI Micro составляет в среднем около 0,04 мм. Что ж, это вполне достойный результат для такой маленькой машины — ведь у механических подушек есть трение, в отличие от воздушных. Тем не менее, результат не случаен, поскольку в конструкции станка отсутствуют различные нежесткие или недостаточно жесткие элементы в креплении шпинделя, имеющего к тому же достаточно степеней свободы для точного центрирования. Чего никак нельзя сказать об аналогичных ручных станках от других производителей.
Действительно, сравнение SERDI Micro с различными ручными станками как иностранного, так и отечественного производства никак не выходит в пользу последних. Первое, что необходимо отметить — это разного рода магниты для крепления рабочих устройств подобных станков. Магнит в системе центрирования требует идеально плоской подложки, в противном случае при попадании стружки возникает люфт, резко снижающий точность обработки. Такая же картина возникает и со временем, когда поверхности теряют свое первоначальное качество в результате износа или деформируются при зажиме головок блока, имеющих поведенную от перегрева привалочную поверхность. Кстати сказать, предыдущая модель портативного станка фирмы — SERDI Pro, тоже имела магнит в системе крепления, но фирме пришлось отказаться от этой конструкции именно по причине ее недостаточной точности центрирования и малой жесткости.
Еще одна проблема связана с общей схемой центрирования, используемой в этих ручных машинках. Применяя нашу аналогию с воздушными подушками, легко обнаружить, что в этих конструкциях есть только одна плоская подушка (магнит), а не две, как у SERDI Micro. Кроме того, эта единственная подушка является достаточно грубой, поскольку рабочее устройство станка тяжелое, и силы трения при центрировании получаются чрезмерно большими (у Micro, напротив, эти силы невелики, поскольку малая плоская подушка держит только малый вес шпинделя, а не всего станка). Фактически же следует ожидать разницу в точности обработки седел между SERDI Micro и всеми прочими ручными «крутилками» на магнитной подушке примерно такую же, как между большими станками SERDI и всеми прочими, имеющими только одну воздушную подушку.
И еще — шарнир шпинделя у некоторых подобных устройств слишком слаб для жесткого крепления шпинделя, поскольку имеет малый диаметр шара. Это говорит о том, что обрабатывать седла диаметром 60 мм, как это может делать SERDI Micro, такие машинки не способны.
А теперь самое главное. Как нам удалось установить, проведя соответствующие измерения, у магнитных «крутилок», действительно, после обработки седла его биение относительно втулки редко получается меньше 0,08-0,10 мм. Это значит, что эти «волшебные» устройства по точности (а фактически, по браку) мало чем отличаются от ручных фрез и резцовых головок. Разве что только по ширине рабочей фаски седла, да и то это преимущество мнимое — оно быстро нивелируется последующей глубокой притиркой, без которой здесь никак не обойтись. Зато в цене разница немаленькая — «крутилки» в два и более раза дороже комплекта ручных фрез. Классический вопрос: за что взимается плата? Чтобы головки блока больше разваливать?
Разницу надо почувствовать…
Рассматривая оборудование для обработки седел в головках блока цилиндров, возникает вопрос — а какие варианты оборудования и инструмента получили наибольшее распространение в России? К сожалению, вынуждены признать, что сегодня в этом деле наблюдается прямо-таки безрадостная картина.
По нашим оценкам, даже в таких крупных мегаполисах, как Москва и С.-Петербург, в среднем не более 10-15% от общего количества ремонтируемых головок блока цилиндров проходят обработку седел на современном специализированном станочном оборудовании. Примерно столько же или чуть больше головок блока ремонтируются с помощью ручных портативных машин. Все остальное сегодня, похоже, отдано на откуп ручному инструменту типа фрез и резцовых головок. Это ли не повод для тревоги — за ресурс и надежность «криво» отремонтированных двигателей, сожженное ими впустую топливо, загрязнение окружающей среды, наконец?
Вспомните, сколько было дымящих маслом моторов лет десять-пятнадцать назад? А где они сейчас, куда пропали? Все просто — доставшаяся всем нам в наследство от советских времен система моторного ремонта не смогла справиться с качеством и количеством неведомых для нее моторов, пришедших, в основном, из-за рубежа. Затем появились специализированные фирмы по ремонту двигателей, были развиты и отлажены необходимые технологии ремонта, в первую очередь, цилиндропоршневой группы и кривошипно-шатунного механизма. И проблема постепенно была решена…
Но, к сожалению, не до конца. И на то есть свои причины. Дело в том, что для ремонта блока цилиндров и коленчатого вала практически любого современного двигателя может быть приспособлено отечественное станочное оборудование. Старое, выпуска 20-ти, а иногда и 30-летней давности. Тем не менее, после соответствующего ремонта и доводки, а иногда и серьезной переделки, пусть медленней, чем хотелось бы, но на таких станках можно сегодня качественно расточить и отхонинговать любой блок цилиндров, прошлифовать любой коленвал. Даже самого навороченного иномарочного мотора.
А вот с головками блока ситуация вышла совсем иная. Мало того, что у наших ремонтников традиционно головка блока всегда стояла на 3-м месте после блока и коленвала. Просто не досталось нам никакого головочного наследства, кроме пресловутых фрез. А импортные станки для многих мастерских долгие годы оставались недоступны. Вот и пошли гулять по нашим городам и весям их дешевые заменители, эрзац-приспособления и инструменты для ремонта головок блока.
Пока речь шла о ремонте старых двигателей, все было еще ничего. Но когда в ремонт начали поступать современные многоклапанные моторы, ситуация коренным образом изменилась. Теперь продавцы, традиционно демонстрируя простоту работы своего товара и обещая отличный результат, на деле просто вводят в заблуждение, мы бы даже сказали, подрывают основу всей школы отечественного моторного ремонта, которая с таким трудом создавалась все эти годы и которая всегда была нацелена, прежде всего, на качество ремонта.
Не так давно знакомый директор автосервиса заметил, что при ремонте двигателей коленчатые валы и блоки цилиндров он отвозит в специализированную мастерскую, а вот головки блока ремонтируют сами мотористы — с помощью ручного инструмента, который недавно был приобретен. Мол, зачем деньги терять, отдавая их на сторону? К сожалению, с тем, что еще вчера было нормой, сегодня уже никак нельзя согласиться — когда дело касается головок блока цилиндров современных двигателей, мотористы в этом сервисе скорее их уродуют, нежели ремонтируют.
И все же положение с ремонтом головок блока пусть с трудом, но меняется к лучшему. Специализированные фирмы постепенно оснащаются хорошим станочным оборудованием для ремонта головок блока, которое становится доступным всем желающим. Появился выбор такого оборудования, да и цены теперь не так кусаются, как это было 5 или 10 лет назад.
Важно только правильно этот выбор сделать. Мотористу — между кривыми седлами, которые даже непонятно, как исправить, и тем качеством, которое дает нормальный станок. Руководителю мастерской или цеха — между дешевыми ручными «инструментами» и настоящим профессиональным оборудованием. И почувствовать разницу. Просто чтобы потом не было мучительно больно...