Способ ремонта блоков двигателей установкой чугунных гильз хорошо известен и широко используется автеремонтниками с незапамятных времен. Применяя технологию гильзования при ремонте зарубежных двигателей, отличающихся большим конструктивным разнообразием, нужно учитывать ряд нюансов. Иначе можно легко нажить себе неприятности.
Когда при вскрытии двигателя обнаруживаются критические повреждения стенок цилиндров, часто оказывается, что щадящий способ ремонта, растачивание и хониигование цилиндров под установку поршней ремонтного размера, неприменим. Действительно, таким образом восстановить блок удается далеко не всегда.
Подавляющее большинство чугунных блоков современных двигателей имеет так называемую моноблочную конструкцию. В моноблоке гильзы цилиндров (таким термином в общем случае называют стенки цилиндров) составляют с телом блока единое целое. Для таких блоков, как правило, выпускаются поршнекомплекты ремонтного размера. В качестве редкого исключения можно упомянуть отдельные типы дизельных двигателей (к примеру, Isuzu), в которых применяется блок из чугуна с запрессованными в него тонкими стальными гильзами. Они не растачиваются, а заменяются при ремонте. Тем не менее, в последнее время увеличивается доля двигателей с блоками, изготовленными из алюминиевых сплавов. Здесь, как говорится, возможны варианты.
Некоторые алюминиевые блоки изготавливаются составными. В них тонкостенные гильзы с толщиной стенки 2—3 мм выполняются из другого материала (чаще — чугуна) и устанавливаются в блок при его отливке. Такая конструкция получила название «блок с сухими чугунными гильзами» и применяется в 5- и 6-цилиндровых двигателях Volvo, 8-цилиндровых двигателях Land Rover, японских моторах Honda, Nissan, Suzuki, Subaru и ряде других. Технологии ремонта блоков с «сухими» гильзами, как правило, предусматривают возможность растачивания и хонингования цилиндров под увеличенный размер поршней, но из этого правила нередко бывают исключения.
Ряд автопроизводителей применяет цельноалюминиевые блоки, в которых поверхность стенок цилиндров подвергается специальной химико-термической обработке. Упрочненная структура поверхности, отличающаяся высокой концентрацией кристаллов кремния, получила название Silumal (по терминологии фирмы Mahle). Такую технологию используют при изготовлении блоков двигателей Mercedes V8 и V12, BMW V12, Audi V8, Porsche V8 и L4, Honda L4. Помимо этого, в некоторых моторах BMW применяются алюминиевые моноблоки, в которых на поверхность цилиндров наносится твердое покрытие Nicasil. Оно представляет собой композицию никеля и частиц карбида кремния. Для алюминиевых моноблоков типа Silumal производятся ремонтные поршнекомплекты с увеличением размера цилиндра на 0,5 мм и даже на 1,0 мм. Напротив, для алюминиевых моноблоков с покрытием Nicasil ремонтных поршней не существует.
Из сказанного следует, что первое ограничение на применение метода ремонта растачиванием под увеличенный размер поршня накладывается конструкцией блока. Возможности ремонта блока методом растачивания также ограничиваются величиной и характером повреждений. Степень износа стенок или глубина рисок и задиров могут достигать таких значений, что удалить эти дефекты нельзя даже при расточке цилиндра в максимально возможный ремонтный размер, Указанный способ ремонта тем более неприменим в случаях, когда в стенке образовалась трещина или обширная пробоина, или в месте заливки «сухой» гильзы появилась течь, в результате которой в цилиндр и картер поступает антифриз. Бывает, что ремонт, предусматривающий последующую установку комплекта ремонтных поршней, может оказаться просто нецелесообразным ввиду их высокой стоимости или дефицита.
Практически во всех случаях, когда растачивать цилиндры бесполезно или неэффективно, спасти ситуацию можно установкой в блок ремонтных гильз. Технология гильзования универсальна, ее можно применять для блоков любой конструкции.
Универсальная технология
Для ряда конструкций блоков заводы-изготовители допускают ремонт методом гильзования. В таком случае предусматривается поставка в запасные части к двигателю ремонтных гильз. Например, они поставляются для некоторых цельноалюминиевых блоков, изготовленных с применением технологии Silumal. Гильзы для таких блоков изготавливаются из алюминиевого сплава, структура их материала соответствует материалу блока. Безусловно, применение «фирменных» гильз дает наилучшие результаты с точки зрения восстановления работоспособности двигателя, но в наших условиях ограничивается их высокой стоимостью {более 100—120 Евро за гильзу}, а потому экономически оправдано лишь тогда, когда гильзуется один или несколько цилиндров.
Напротив, на некоторые типы блоков ремонтные гильзы не выпускаются. Такая ситуация характерна для алюминиевых моноблоков с покрытием Nicasil, а также и для многих моделей чугунных блоков. Означает ли это, что поврежденный блок ремонту не подлежит и его остается лишь выбросить? Отнюдь, отечественная практика показывает, что даже в тех случаях, когда ремонт гильзованием официально не одобрен заводом-изготовителем двигателя, его можно успешно применять. Правда, непременным условием является точный расчет и полное владение технологией установки гильз.
Опыт использования технологии ремонта отечественных моторов установкой ремонтных гильз, изготовленных из чугуна, насчитывает не один десяток лет. Ее особенности хорошо известны, и на них нет смысла останавливаться. В то же время, ввиду большого конструктивного разнообразия двигателей зарубежного производства, единых рекомендаций, касающихся процедуры их гильзования, не существует. Для успешного выполнения работы в каждом конкретном случае нужно учитывать два основных момента.
Во-первых, для правильного определения геометрических параметров ремонтной гильзы необходимо тщательно изучить конструкцию блока. После растачивания цилиндров под установку ремонтных гильз толщина их стенок должна быть достаточной для сохранения механической прочности блока. Во-вторых, материал, из которого изготавливается гильза, должен быть работоспособным в паре с материалом (или покрытием) поршней и поршневых колец. Работоспособность материала гильз можно считать достаточной, если ресурс отремонтированного блока достигает, как минимум, 150 000 км пробега автомобиля.
Проверено, что, используя гильзы, изготовленные из серого чугуна, обеспечить такой ресурс более чем реально. Их можно применять не только для ремонта чугунных моноблоков или алюминиевых блоков с «сухими» гильзами, но и для восстановления всех типов цельноалюминиевых блоков. В последнем случае установка чугунных гильз означает серьезное изменение конструкции, которое нельзя не принимать во внимание. Прежде всего учитывается разное тепловое расширение алюминиевого блока и ремонтной гильзы.
Чтобы в процессе работы не нарушался тепловой контакт между гильзой и блоком, гильза должна устанавливаться с натягом не менее 0,05—0,07 мм. В противном случае возможна потеря натяга гильзы при работе двигателя, перегрев и разрушение поршня, тепло от которого в основном отводится в стенки цилиндра через кольца. Помимо этого, необходимо внести изменения в тепловой зазор между поршнем и гильзой. В алюминиевом моноблоке он обычно составляет 0,01—0,02 мм. При использовании чугунной гильзы его следует увеличить в 2, а то и в 3 раза. Установлено, что долговечность вновь образующихся пар трения «чугун-сталь» и «чугун-хром» в местах контакта гильзы с поршнем и кольцами не намного ниже в сравнении с вариантом, когда цилиндры обработаны по заводским технологиям.
Однако не все так безоблачно. При выборочном пользовании отдельных цилиндров алюминиевых блоков чугунными гильзами часто наблюдается деформация цилиндров, соседствующих с ремонтируемыми. Искажения формы цилиндров в виде эллипсности возникают из-за двух факторов: вынужденно большой величины натяга ремонтной гильзы и недостаточно большой прочности алюминиевого сплава. Если эллипсность не превышает величины в 0,02—0,03 мм, это не так страшно. Такие отклонения могут быть компенсированы податливостью тонких поршневых колец, которые применяются в моторах зарубежного производства. И все же более правильным в этой ситуации будет либо гильзовать весь блок (одну сторону в случае V-образного двигателя), либо провести последующую обработку всех цилиндров под установку поршней ремонтного размера, если таковые предусмотрены. Именно по этой причине использование упоминавшихся «фирменных» алюминиевых гильз при ремонте отдельных цилиндров цельноалюминиевых блоков предлочтительнее. Они устанавливаются с меньшим натягом (около 0,02 мм) и потому не вызывают деформацию соседних цилиндров.
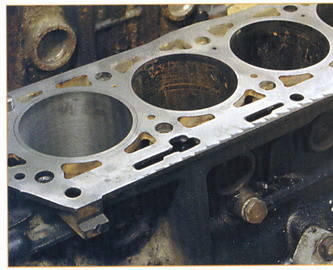
Эффект искажения формы соседних с ремонтируемыми цилиндров характерен и для чугунных блоков. В зависимости от жесткости стенок он может проявляться в большей или меньшей степени. Поэтому, установив ремонтную гильзу, обязательно нужно проверить, как это отразилось на геометрии расположенных рядом цилиндров и после этого принять оптимальное решение.
Все будет «О’кей»
Несмотря на то, что основные этапы гильзования неплохо отработаны, проблемы все же возникают. Одна из самых распространенных заключается в том, что после непродолжительной эксплуатации в гильзованном блоке может нарушиться герметичность прокладки головки блока. Такой серьезный дефект, перечеркивающий результаты многодневной работы, случается в основном при восстановлении блоков из алюминиевых сплавов и вызывается просадкой гильз. Вскрытие двигателя в таких случаях показывает, что гильзы опускаются от первоначального положения на величину 0,05—0,1 мм. Давление на прокладку ослабевает, что провоцирует появление течи.
Не понаслышке зная о существовании такой проблемы, специалисты моторного центра провели специальное исследование. Оно показало, что причина просадки гильз кроется в самом процессе установки гильзы в блок, В настоящее время редко кто устанавливает гильзы, задавливая их прессом. Такой метод применим только для чугунных блоков, да и то чреват деформацией тонкостенных гильз. Запрессовывать гильзы в алюминиевые блоки и вовсе не рекомендуется. При этом существует большая вероятность «подхвата» мягкого алюминиевого материала и образования обширных задиров. В таких местах нарушается тепловой контакт между гильзой и блоком. К тому же в месте неплотного прилегания к блоку гильза «дышит», что не позволяет выполнить ее качественную механическую обработку.
Разумная альтернатива запрессовке, одинаково пригодная для ремонта как чугунных, так и легкосплавных блоков, — установка гильз «от руки» после создания большой разницы температур между гильзой и блоком, Для этого предварительно нагревают блок или глубоко охлаждают гильзу, либо воздействуют на обе детали одновременно. Один из наиболее удобных способов — охлаждение гильз в жидком азоте. При соблюдении несложных мер безопасности можно быстро довести температуру гильз до такого уровня, когда останется лишь аккуратно опустить их в предварительно расточенные цилиндры.
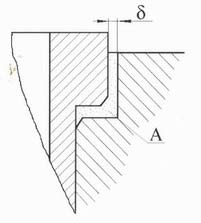
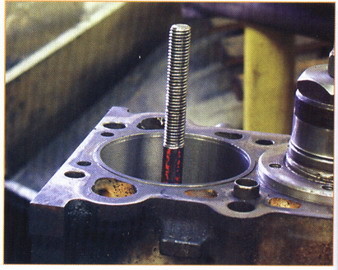
Для фиксаций положения гильзы в цилиндре чаще используется хорошо себя зарекомендовавшая схема с упорным «буртиком» в верхней ее части (см. рис. 1). Гильза спускается в крайнее нижнее положение до касания буртом поверхности ответной выточки, выполненной при растачивании цилиндра. Обычно касание хорошо ощущается рукой по возникающему легкому стуку. Казалось бы, все очень просто, ничто не предвещает неприятностей, но исследования убедительно показали, что именно на этом этапе допускаются ошибки.
При изготовлении гильзы у большинства специалистов инстинктивно возникает желание минимизировать зазор между наружной поверхностью бурта и выточкой (б). В этом случае после финишной обработки привалочная плоскость блока выглядит абсолютно монолитной. Стремление сделать «как лучше», в соответствие с известной житейской практикой, приводит к обратным последствиям. Дело в том, что на заключительном этапе установки гильзы в полости (А), образующейся между буртом и выточкой, скапливается воздух. Если зазор недостаточен, воздух не успевает полностью покинуть полость. Сжимаясь, он работает аналогично пневмоподвеске — после легкого касания бурта упорной поверхности происходит «отбой». Гильза незаметно для глаза приподнимается и, нагреваясь, в этом положении «схватывается». Нагрев при работе двигателя ослабляет натяг и гильза проваливается.
Аналогичная картина наблюдается в случае попадания в ту же полость герметика. Герметик применяется при установке гильзы в цилиндр. Он наносится в верхней (всегда) и нижней (если стенки цилиндра имеют трещины или пробоины) зонах расточенного цилиндра для исключения просачивания антифриза в цилиндр и картер. Выполнять эту операцию нужно очень аккуратно, чтобы исключить попадание герметика в выточку.
Если гильзуется чугунный блок, после установки допускается «додавить» гильзы до упора. Вероятность их проседания при этом будет исключена. Другое дело, если блок — алюминиевый и особенно V-образный. В этом случае прилагать большие усилия не рекомендуется, так как его можно легко деформировать. Единственное, что можно и даже нужно сделать после установки гильз, — нагрузить («заневолить») их тем или иным способом. Эта мера предотвратит их подъем на этапе выравнивания температур из-за разницы коэффициентов теплового расширения материалов блока и гильз.
Один из способов избежать просадки гильз, установленных в легкосплавный блок, — перейти на другую схему фиксации гильзы. В ней гильза изготавливается без упорного буртика. Упорная поверхность, до которой она досылается, образуется растачиванием цилиндра не «на проход», а на рассчитанную глубину. К сожалению, рекомендовать этот способ к широкому применению нельзя. В такой конструкции, как и в блоках с «мокрыми» чугунными гильзами, последние, установленные «в распор» между прокладкой и выступом блока, постоянно испытывают продольные нагрузки и могут непредсказуемо деформироваться при работе.
В то же время проведенные эксперименты показали, что существует очень простой выход из создавшегося положения. При установке гильзы с верхним упорным буртом достаточно обеспечить радиальный зазор (б) не менее 0,2 мм. При этом условии подъем гильзы в момент установки практически исключается. То, что на привалочной поверхности блока появляются кольцевые щели, никак не отражается на работоспособности блока.
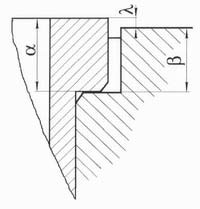
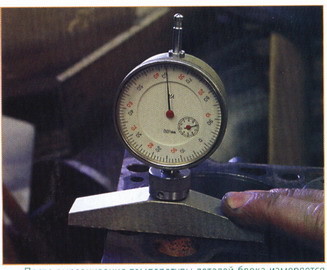
Чтобы полностью исключить возможность ошибки, все этапы процесса установки гильз рекомендуется отражать в технологической карте. На ней можно поместить чертеж зоны посадки. Перед сборкой гильзы и соответствующие им цилиндры маркируются. Затем с точностью до 0,01 мм измеряются высота буртиков и глубина выточек. Для каждой пары деталей рассчитывается теоретическая величина выступания гильзы над плоскостью блока, равная разности измеренных величин (см. рис. 2). Все данные заносятся в карту. После гильзования величина выступания каждой гильзы точно вымеряется и сравнивается с расчетной. Если обнаруживается расхождение, указывающее на неплотную посадку, гильза безжалостно вырезается, и процесс повторяется до полной «виктории».
Соблюдение именно такого комплекса правил гарантирует от неприятностей. По крайней мере, с прокладкой все будет «о’кей».