Ремонт головок блока цилиндров в последние годы стал традиционной темой. Что совершенно неудивительно, поскольку средний уровень качества этой работы на российском рынке пока не просто далек от идеала, а вызывает самое удручающее впечатление. Одна из причин такого положения дел — отсутствие в российских цехах нормального оборудования для обработки седел и клапанов. Отсюда и всеобщие попытки ремонтировать головки блока всевозможными подручными средствами. А проще говоря — налицо непонимание сути проблемы.
Но потребности рынка уже диктуют свои правила, и время, когда придется приобретать хорошее оборудование для ремонта головок блока цилиндров, уже не за горами. Только вот вопрос — выбор оборудования большой, а что выбрать для конкретных условий работы, сразу и не скажешь. Поэтому сначала придется немного разобраться с теорией...
Качество бывает разное...
Основным видом работ при ремонте головок блока цилиндров (ГБЦ), безусловно, следует признать обработку седел с целью восстановления их геометрии. Дело в том, что качество этой работы в значительной степени определяет и надежность, и долговечность двигателя в эксплуатации после ремонта. Напротив, низкое качество обработки седел дает резкое снижение ресурса, появление дефектов в виде стука, повышенного расхода масла, падения компрессии и даже разрушения деталей, приводящего к выходу двигателя из строя.
В чем же заключается качество обработки седел? Ответ на этот вопрос является ключевым для понимания сути не только самого процесса обработки,но и ремонта двигателя в целом.
К сожалению, следует признать, что в основной массе работников автосервисов и мотористов понимания качества ремонта седел головки блока пока не наблюдается. Многие из сервисменов либо затрудняются ответить на вопрос, что такое качество, либо твердо убеждены, что для качественного ремонта вполне достаточно сделать сопряжение седла с клапаном абсолютно герметичным. При этом высшим уровнем качества ремонта считается такое, когда при проверке известным способом «на керосин» обеспечивается абсолютная герметичность.
Главным результатом данного весьма распространенного заблуждения является полное непонимание разницы в способах обработки седла. Многим кажется, что седло может быть отлично обработано любым доступным способом, например, ручным инструментом, а потом тщательно притерто к клапану. И все. А проблемы с качеством относятся исключительно к квалификации механика, выполняющего эту работу, и оцениваются только по принципу «течет — не течет».
Однако многолетняя практика ремонта седел и исследования последних лет показывают, что дело совсем не в исполнителе и уж тем более не в керосине. Исполнитель не в состоянии обеспечить правильную обработку седла, если этого не дает сделать сам инструмент. Керосин же просто обманет, когда покажет герметичность заведомо кривого седла с силой «пристукнутым» в него клапаном. При этом из поля зрения яростных сторонников «керосиновой герметичности» полностью исчезают такие важнейшие параметры седла, как равная ширина рабочей фаски по окружности и правильная форма этой фаски, особенно, после того, как она «убивается» большим количеством абразивной пасты во время притирки.
На самом деле, такая работа никак не может быть названа качественной, даже несмотря на «отличные» результаты проверки на керосин. Почему? Потому что, помимо профиля седла, никак не контролируется, более того, вообще игнорируется главный показатель качества обработки седла — его соосность с отверстием направляющей втулки клапана.
Именно соосность седла и втулки определяет долговечность клапанного механизма и хорошую герметичность посадки клапана после многих десятков и даже сотен тысяч километров пробега автомобиля. Заметьте — не сразу после ремонта седла, а, возможно, многие годы позже. Но на такой результат никак нельзя рассчитывать с кривыми после ручного инструмента седлами и с притертыми к ним клапанами — боковые нагрузки на клапан в момент его посадки в седло не только приведут к неравномерному износу седла, но и обеспечат быстрый износ направляющей втулки. А абразив, внедрившийся в седло во время притирки, довершит дело. Какие уж тут десятки тысяч километров?
Кривизна седла, точнее, большая несоосность седла и втулки, получается при работе ручным инструментом автоматически, даже против желания и старания механика. Причина кроется в нежесткости направляющего стержня (пилота), устанавливаемого в отверстие направляющей втулки для центрирования фрезы — пилот изгибается при малейшем боковом усилии от руки механика или при отжиме фрезы от седла. А это делает седло, обработанное таким способом, заведомо несоосным направляющей втулке. Да и время, затрачиваемое на ручную обработку, как правило, получается огромным.
Вот для устранения несоосности седла и втулки, получения оптимальной формы седла, обеспечения нормальной производительности и служат специализированные станки для ремонта седел. Такие станки выпускаются многими производителями, поэтому вопрос правильного выбора оборудования сегодня становится все более актуальным. Особенно для тех, кто не планирует тратить свои деньги впустую.
Жесткость или шарнир?
Итак, соосная обработка седла — как она реализуется на практике? В конструкциях станков для ремонта седел сегодня используются две принципиально различных схемы обеспечения соосности и обработки седла — жесткая и шарнирная. При этом выбор станка для ремонта седел фактически означает и выбор схемы. И вот почему.
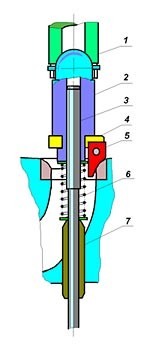
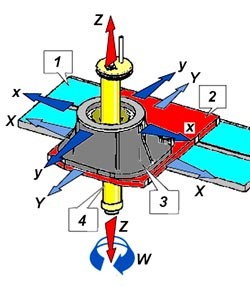
Жесткая схема предполагает, что цилиндрический пилот и резцедержатель с резцом жестко закреплены на шпинделе станка. При такой конструкции обработке седла должна предшествовать операция точного центрирования шпинделя по отверстию направляющей втулки. А для этого шпиндель должен иметь на данной стадии подвижность как в горизонтальной плоскости (для точного попадания кончиком пилота в отверстие втулки), так и угловую (для обеспечения совпадения оси пилота с осью направляющей втулки). Затем, после центрирования, шпиндель жестко фиксируется, и производится собственно обработка седла. Разумеется, седло в таком случае получается соосным втулке автоматически.
В настоящее время жесткую схему применяют только ведущие мировые производители станочного оборудования для ремонта двигателей. Среди них датская фирма AMC-SCHOU, французские NEWEN и SERDI, причем две последних компании являются специализированными производителями оборудования для ремонта головок блока цилиндров.
Остальные фирмы, включая итальянские и американские, пока придерживаются шарнирной схемы. В такой схеме, как правило, применен легкоконусный пилот, заклинивающий в отверстии направляющей втулки, а резцедержатель имеет свободную посадку на пилоте и так называемый байонетный шарнир для соединения со шпинделем станка.
К сожалению, практика показала, что все станки шарнирного типа при значительной твердости седел, а также при уменьшении диаметра пилота менее 7-8 мм (а это все современные многоклапанные двигатели с клапанами малого диаметра) неспособны точно обрабатывать седла. Причина кроется в резком, в десятки раз, падении жесткости системы — тонкий пилот не может удержать резцедержатель с резцом от поворота в шарнире и качания в вертикальной плоскости под действием переменных сил резания. В результате происходит отжим резца от обрабатываемой поверхности, и возникают значительные трудности в сосной обработке седла, изначально расположенного несоосно втулке (такое часто наблюдается при значительном износе седел, перегреве двигателя, а также после замены втулок).
Указанные недостатки шарнирной схемы являются следствием ее морального устаревания — станки, работающие по данной схеме, разработаны более 30-40 лет назад, когда многоклапанных двигателей не было и в помине. Вот почему приобретение шарнирного станка сегодня не может быть оправдано ни его низкой ценой, ни звонким названием фирмы-изготовителя. Это как раз тот случай, когда деньги будут потрачены совершенно зря.
Таким образом, выбор «головочного» оборудования реально возможен только среди ведущих фирм, указанных выше, причем предпочтение следует отдать специализированным компаниям — у них есть довольно широкий ассортимент станков под конкретные условия работы.
Правда, станки этих фирм неравноценны — если многие модели станков SERDI имеют простое электромеханическое управление (хотя есть и образцы, оснащенные ЧПУ), то оборудование компании NEWEN заведомо сложнее — по причине использования в конструкции серьезных электронных систем. Естественно, имея более высокую точность, станки NEWEN получаются и существенно дороже. Но, как известно, обратной стороной сложности является пониженная надежность, что может создать дополнительные трудности ремонтному предприятию. К примеру, устранение практически любой, даже самой мелкой, неисправности такой сложной техники требует, как правило, приезда квалифицированных заводских специалистов. А это потери времени, да еще и дополнительные расходы...
В общем, применение такого сложного и дорогостоящего оборудования получается весьма ограниченным — это серийный ремонт в условиях ремзаводов или решение специальных задач (опытное и серийное производство, подготовка специальных двигателей и т. д.). К сожалению, в этот список с большим трудом попадает обычная работа в обычном цехе механической обработки — там такое оборудование будет слишком долго окупаться. А возможно, не окупится вообще.
Вот почему, выбирая вариант станка, оптимальный и по точности, и по цене для реальных условий работы в российских цехах, следует остановиться, прежде всего, на оборудовании фирмы SERDI.
«Хитрость» фирмы SERDI
Преимущества «головочных» станков SERDI заключены не только в жестком креплении пилота и резцедержателя на шпинделе. Основная «хитрость» кроется в системе точного центрирования шпинделя по отверстию направляющей втулки перед обработкой седла.
Надо сказать, что схема центрирования SERDI появилась не на голом месте — в 1980 году фирмой был получен патент на так называемую двойную воздушную подушку. Смысл схемы довольно прост — рабочий узел станка во время центрирования «плавает» по станине на плоской воздушной подушке, в то время как шпиндель имеет возможность свободно наклоняться в любую сторону на специальной сферической воздушной подушке. Далее, как только пилот зашел в направляющую втулку клапана, рабочий узел и шпиндель фиксируются специальными пневмо- или гидрозажимами, после чего выполняется обработка седла.
Такая схема благополучно дожила и до наших дней, но применяется сейчас только на станках для обработки седел грузовых ГБЦ. Дело в том, что при малых диаметрах пилота точность центрирования шпинделя ухудшается по причине влияния большой массы рабочего узла. Этот факт привел фирму к новой схеме — с тройной воздушной подушкой, патент на которую был выдан в 1996 году.
Суть новой схемы состоит в следующем. Рабочий узел станка по-прежнему имеет воздушную подушку, но она используется только для предварительного (грубого) центрирования шпинделя, после чего рабочий узел фиксируется на станине. Далее включаются сразу две воздушных подушки шпинделя, расположенные внутри рабочего устройства, — плоская и сферическая, и производится окончательное центрирование шпинделя.
Для повышения точности центрирования фирма внедрила еще одну новинку — шпиндель со встроенным двигателем. Тем самым удалось полностью разгрузить шпиндель от усилий со стороны элементов привода (шкивы, приводные ремни), а также существенно его облегчить, используя алюминиевые сплавы в конструкции. В результате точность центрирования и обработки достигла 0,01-0,02 мм даже на самых тонких пилотах 4-5 мм. Причем, что характерно, без малейшей притирки.
С тех пор по такой схеме построено подавляющее большинство станков SERDI для обработки седел. Это довольно внушительный ряд машин, включая станки с ЧПУ. Но нас больше интересует практическая сторона дела, а именно, та техника, которая может найти реальное применение в реальных российских цехах.
«Вы не можете себе позволить рассчитывать на меньшее качество...»
Наиболее мощной и универсальной машиной SERDI, без сомнения, является модель S4.5. Этот станок способен обрабатывать седла диаметром от 16 до 120 мм при диаметре стержня клапана от 4 мм в ГБЦ любых двигателей — от мотоциклетного до самого тяжелого дизеля. Для большей жесткости рабочий узел и шпиндель, помимо пневматических зажимов, имеют и гидрозажимы. Удобство в работе создает и четвертая воздушная подушка — на ней «плавает» рабочий стол, что позволяет без усилий перемещать в нужное положение самые тяжелые головки блока.
Для повышения точности обработки станок снабжен электронным указателем хода шпинделя, имеется также плавная регулировка скорости вращения шпинделя, встроенный вакуумтестер для проверки герметичности посадки клапана в седле и приспособление для заточки резцов. Рабочий стол станка комплектуется специальным зажимным устройством, способным зажать в нужном положении любую головку блока.
Кстати, после обработки на этом станке никакой притирки или контроля «на керосин» не предусматривается — внешний вид седла такой, какой никогда не получится после притирки. К тому же чувствительности встроенного вакуумтестера более чем достаточно для определения любого, даже самого незначительного, дефекта обработки. При необходимости можно использовать и специальный измерительный прибор для точного измерения биения седла относительно направляющей втулки.
Фирма SERDI также предоставляет огромный выбор инструмента — твердосплавных резцов и пилотов, что называется, на все случаи жизни. Кстати, резцы поставляются прямоугольные (для вырезания старых седел), одноугловые и профильные — с двумя, тремя углами и даже радиусные, причем все типы резцов с очень большим количеством сочетаний углов и размеров. С некоторых пор инструмент SERDI стал стандартным и для многих других производителей головочного оборудования.
Более простая модель — SERDI S3.5, предназначена, в основном, для ремонта седел ГБЦ легковых автомобилей, легких грузовиков и мотоциклов. Диапазон обработки здесь меньше и составляет 14-50 мм, хотя возможно увеличение диаметра седла до 60 мм при обработке простыми одноугловыми резцами. Поскольку усилия резания седел небольшого диаметра невелики, а головки блока имеют небольшую массу, фиксация рабочего узла и шпинделя осуществляется пневмозажимами, а рабочий стол не имеет воздушной подушки.
Для головок блока любых грузовых автомобилей и тяжелой техники предлагается мощный станок S100ES-L. Он отличается от S4.5, в основном, отсутствием плоской воздушной подушки шпинделя, которая, как указано выше, не требуется для сравнительно толстых пилотов, применяемых при ремонте грузовых ГБЦ. Диапазон обработки этого станка — 28-120 мм по диаметру седла и от 7 мм по диаметру стержня клапана.
Все указанные станки предназначены, в основном, для специализированных цехов по ремонту моторных деталей. Учитывая потребности небольших мастерских и автосервисов, на фирме был разработан ручной станок SERDI Micro 2000.
Эта модель представляет собой небольшой портативный аналог станка типа S3.5. Аналогия касается принципа центрирования шпинделя — Micro тоже имеет три подушки (одну плоскую для рабочего узла и две других — плоскую и сферическую, для шпинделя), но не воздушные, а механические. Это означает, что, ослабляя на рабочем устройстве соответствующие резьбовые фиксаторы, можно получить свободное плоское перемещение рабочего узла на станине или шпинделя в рабочем узле, а также наклон шпинделя в сферическом шарнире.
Данная схема позволяет весьма точно центрировать шпиндель и проводить обработку седел с точностью, лишь ненамного уступающей большим станкам SERDI. Станок снабжен вакуумтестером и специальной станиной Uniclampe 2000 для крепления любых легковых ГБЦ, а диапазон обработки примерно соответствует станку S3.5. Весь инструмент, включая пилоты и резцы, также соответствует стандарту SERDI. Благодаря этому модель Micro 2000 является одной из самых точных среди ручных станков и отлично обрабатывает седла в головках блока подавляющего большинства легковых автомобилей и мотоциклов, в том числе, самых современных многоклапанных.
Но станками для обработки седел производственная программа фирмы не ограничивается. Как не ограничивается обработкой седел и ремонт головки блока. Такая задача — контроль герметичности рубашек охлаждения и выявление дефектов типа трещин, пор и т. д. На самом деле, задача очень важная, поскольку многие двигатели поступают в ремонт после перегрева, когда образование трещин весьма и весьма вероятно. А найти место такого дефекта нетрудно — достаточно воспользоваться специальной установкой для проверки герметичности SERDI SPT1600L.
Установка SPT1600L представляет собой термоизолированный резервуар с крышкой и подвижным суппортом для крепления испытуемой детали. Суппорт посредством гидравлики может перемещаться вертикально, а его вращение производится электроприводом. Резервуар заполняется водой, температура которой автоматически поддерживается программируемым терморегулятором с таймером. Гидравлический и электрический приводы суппорта, а также наличие таймера делают эксплуатацию установки удобной и позволяют снизить затраты на электроэнергию, что выгодно отличает SPT1600L от более простых изделий других производителей.
Работает установка достаточно просто. У испытуемой детали (головка или блок цилиндров) с помощью фланцев и резиновых прокладок герметично глушатся все боковые каналы системы охлаждения. Деталь устанавливается на суппорт привалочной плоскостью вверх, на окна рубашки кладутся резиновые прокладки, после чего деталь сверху закрывается прозрачной плитой, и с помощью шпилек и штанг вся конструкция притягивается к суппорту.
На одном из боковых фланцев делается резьбовое отверстие для подключения шланга воздушной магистрали. После погружения детали в резервуар и выдержки для выравнивания ее температуры в рубашку дается давление воздуха (не более 4-5 кг/см2). Далее производится осмотр, при котором можно вращать деталь внутри резервуара, чтобы рассмотреть все возможные места утечки воздуха.
Данным способом удается испытывать на герметичность рубашки охлаждения практически любых головок и блоков цилиндров, включая V-образные, опрессовывать масляные каналы и даже проверять на герметичность посадку направляющих втулок клапанов.
В целом любой из описанных выше станков для обработки седел вместе со станком для шлифовки клапанов и опрессовочной установкой уже составляют практически готовый участок по ремонту головок блока цилиндров. Причем, заметьте — качественному ремонту с использованием самых современных технологий и оборудования, а не дедовских «крутилок», волшебных шарниров и прочего устаревшего хлама.
Поэтому неудивительно, что все описанные выше станки успешно прошли апробацию и давно работают в самых передовых российских цехах. Москва, С. Петербург, Ростов, Екатеринбург, Тюмень, Омск, Красноярск, Нижний Новгород — вот только неполный перечень городов, где уже достаточно хорошо знают, что такое качественный ремонт головки блока на оборудовании SERDI. И те автосервисы, где хоть раз попробовали сделать головку блока правильно, на меньшее качество уже не рассчитывают — прямо в соответствие с вынесенным в заголовок раздела девизом фирмы. А это лучшее подтверждение тому, что деньги на такое оборудование были потрачены не зря.