Читатели, наверняка, заметили, что к теме ремонта блока цилиндров мы обращаемся довольно часто. Что совершенно неудивительно: блок — основа двигателя, и от качества его ремонта напрямую зависит надежность и долговечность всего агрегата при последующей эксплуатации.
Казалось бы, что хороший импортный хонинговальный станок — это лучшее решение для любой мастерской, занимающейся ремонтом двигателей. Мы однозначно «двумя руками» за оснащение отечественных ремонтных предприятий самым лучшим и современным оборудованием. И тем не менее, выскажем некоторые… нет, не сомнения, просто соображения. Информацию к размышлению, если хотите.
Должна ли экономика быть экономной?
Ранее мы отметили, что на импортном хонинговальном оборудовании чаще всего реализуется схема «прямого» хонингования, без предварительной операции расточки цилиндра. Этот способ предполагает высокую производительность станка — блок можно «расхонинговать» в ремонтный размер 0,5 мм всего за полчаса. Если говорить о геометрии цилиндра (эллипсность, конусность и т. д.), то припуск на хонингование не имеет значения, более важны параметры инструмента — хонинговальной головки, установленной на станке. Однако, мы это особо подчеркиваем, достичь точного взаимного расположения цилиндров и постелей коленчатого вала «прямым» хонингованием без предварительной расточки — дело бесперспективное, и такая методика, мягко говоря, не выдерживает никакой критики.
Тогда почему же так делают? Тоже понятно. С одной стороны, так проще и быстрее, с другой — далеко не все блоки, требующие ремонта, настолько «кривые», чтобы их деформация повлияла на результат ремонта. Но главное, на наш взгляд, дело не в технике, а в экономике. Судите сами.
Импортный станок любой фирмы — вещь дорогостоящая. Цены колеблются в зависимости от модели и фирмы-изготовителя, но думаем, что не ошибемся, назвав сумму 50000 долл. США средней ценой хорошего станка.
Теперь о ценах на ремонт блоков. Их разброс — от 400 рублей за ВАЗовский блок до 1200 рублей за четырехцилиндровый «иномарочный». Поскольку спрос на ремонт ВАЗовских блоков выше, возьмем среднюю цифру — около 20 долл. США.
А сколько блоков можно сделать в день? Для стабильно работающего предприятия реальна средняя цифра — 8—10 шт. в день.
Допустим, что половина дохода от ремонта блоков идет на зарплату, налоги и разные накладные расходы. Тогда, вооружившись калькулятором, легко рассчитаем приблизительный срок окупаемости станка — более 2-х лет!
Что означает полученная цифра? Все очень просто: для предприятия, купившего импортный станок, альтернативы быстрой технологии «прямого» хонингования нет, иначе вложенных денег в скором будущем не вернуть. Да и после того, как станок уже окупился, хотелось бы зарабатывать «побольше и побыстрее». Обычно так и делают, не особо вдаваясь в аспекты качества ремонта блоков.
Естественно, ремонт блоков с предварительной расточкой — процесс более долгий, его производительность ниже, по меньшей мере, процентов на 30—40. Но именно при такой, более «правильной», технологии ремонта блоков отечественные станки становятся вполне достойными конкурентами именитым «иностранцам». В первую очередь, по качеству ремонта и по окупаемости — ведь их цена раз в 5—10 ниже, чем «среднеимпортного» станка. В то же время нельзя не отметить, что импортный станок — это удобство в работе, высокая надежность и долговечность, с чем любому из «наших» трудно тягаться.
Хонингование и хонингование
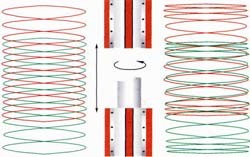
Проводя сравнительный анализ достоинств и недостатков различных станков, мы нашли существенные различия там, где, казалось бы, никакой разницы не должно быть — в конечном результате, в микропрофиле поверхности после обработки. Даже учитывая то, что сам хонинговальный инструмент (хонголовки и абразивные бруски) во всех случаях одинаков.
Результат очень интересный и заслуживает подробного описания. Многие из эксплуатируемых в России иностранных станков оснащены кривошипно-шатунным приводом вертикальной подачи шпинделя и хонголовки. Число оборотов шпинделя — величина постоянная, запомним это.
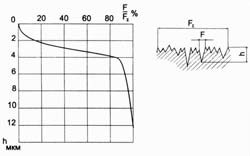
Попробуем связать скорость подачи шпинделя и его частоту вращения с помощью математического аппарата, учитывая при этом, что вертикальное перемещения шпинделя станка (h) зависит от угла поворота кривошипа (f). В общем виде формула, позволяющая приблизительно рассчитать вертикальное перемещение шпинделя, выглядит так:
h = S/2 (1 — cos f) , (1)
где S — полный ход шпинделя.
Из нее, после дифференцирования по времени, легко найти текущую скорость перемещения шпинделя v:
v = dh/dt = w S/2 sin f , (2)
- где w — угловая скорость вращения кривошипа.
Очевидно, скорость перемещения шпинделя изменяется по синусоидальному закону и достигает своего максимума (vmax = w S/2) в середине полного хода шпинделя (h = S/2). Само же уравнение (2) приобретает следующий вид:
v = vmax sin f . (3)
Из формулы (1) следует, что
cos f = 1—2 h/S . (4)
Отсюда, вспомнив, что sin2 f+cos2 f=1, выводим значение синуса угла поворота кривошипа:
sin f = 2 (h/S (1 — h/S)) (5)
Тогда формула (3), связывающая текущую скорость перемещения шпинделя с его максимальной, приобретает вид:
v = 2 vmax (h/S (1 — h/S)) (6)
Путем таких преобразований мы сумели «избавиться» от угла поворота кривошипа, связав текущую скорость перемещения шпинделя с величиной его вертикального перемещения.
Переведем дух и проанализируем смысл полученной формулы (6).
Очевидно, что в верхнем и нижнем положениях шпинделя скорость его перемещения v равна нулю и достигает своего максимума при h=S/2
Частота вращения шпинделя (пшп) постоянна, но линейная скорость (u) хонинговального инструмента зависит от диаметра обрабатываемого цилиндра. Эти величины связаны следующим уравнением:
u = пDпшп , (7)
где D — диаметр цилиндра.
Тогда угол хонингования (а) находится по следующей формуле:
a=arctg v/u ,
в которой значения скоростей v и u определяются формулами (6) и (7).
Подставляя их, получаем:
a=2arctg v/u .
Таким образом, угол хонингования (a) не остается постоянным, а при указанных режимах хонингования изменяется от значения, равного 0° в крайних положениях шпинделя, до максимального — в середине его хода, где h=S.
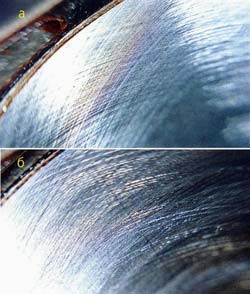
Что это означает на практике? На зеркало цилиндра наносят риски, расположенные не только под заданным углом хонингования: в верхней и нижней зонах цилиндра угол хонингования меньше. А это резко изменяет результат — риски, пересекающиеся под различными углами, разрушают поверхностный слой металла, а в месте их пересечения не образуется идеальный микропрофиль поверхности. Другими словами, качество поверхности, мягко говоря, не лучшее.
Идеальный МИКРОПРОФИЛЬ на… отечественном станке
Поговорим теперь о результатах хонингования с использованием отечественных станков. К примеру, довольно старый станок модели ЗГ833 оснащен иным типом привода вертикальной подачи шпинделя — это реечный механизм с двумя фрикционными электромагнитными муфтами. Такая конструкция обеспечивает постоянную вертикальную скорость перемещения шпинделя и практически мгновенное изменение направления его движения в крайних точках.
В такой конструкции линейная скорость инструмента и скорость перемещения шпинделя постоянны:
u = const, v=const .
Следовательно, и угол хонингования не меняет своего значения:
a=2arctg v/u = const .
Шутка шуткой, а этот далеко не «суперстанок» по сравнению с навороченными иностранными образцами позволяет получать почти идеальный микропрофиль поверхности — отличия видны даже невооруженным глазом.
Конечно, мы отдаем себе отчет, что конструктивное исполнение станка во многом оставляет желать лучшего: здесь специалисту средней квалификации уже не достаточно просто нажимать кнопки — необходим большой опыт и своего рода «чувство» станка и металла. Одноко игра, по нашему мнению, стоит свеч — при сегодняшней остроте конкуренции в области автосервисных услуг качество работы выходит на первый план. Хотя, конечно, встает законный вопрос: дает ли разница в микропрофилях, полученных на отечественном и иностранном оборудовании, столь же ощутимую разницу в износе деталей и их ресурсе? Ответ на него требует дополнительных исследований.